Bobinadora em Ninho de Abelha
Bobinadora em Ninho de Abelha

Muito Bem Haja a Todos
Introdução
Mais uma vez me vejo envolvido com máquinas de bobinar, mas desta vez com uma máquina de bobinar de ninho de abelha, tudo começa com uma bobine de RF de um rádio que necessita ser rebobinada.
Em conversa com o meu amigo José Manuel ele disse-me que tinha uma máquina de bobinar mas em muito mau estado de conservação e que não funcionava. O José Manuel aceitou emprestar-me a máquina para eu poder recuperara-la.
Em primeira análise verifico que a máquina estava completa e digo para comigo:
- Isto tem de trabalhar, tanto mais que os enrolamentos do motor estão inteiros!
O que eu sei desta máquina é que esteve ao serviço, numa casa bem conhecida em Lisboa, a Radiolux
Conforme relatos do José Manuel e do Fernando Fernandes, operador máquina , ambos comentaram que a dita máquina deve ter sido posta de parte, há muitos anos, e assim ficou até recentemente ter sido trazida á ribalta.
Nota: Existe tambem uma segunda versão final em Inglês,honey_comb_winding_machine, disponível.
There is also an final version in English,honey_comb_winding_machine, available.
I
O restauro
Em primeiro lugar, desmontei todas as partes metálicas (quase todas em latão).
Agrupei as peças por conjuntos e meti tudo numa tina com uma solução de 10gr. ácido oxálico por litro de água durante 48horas, excepto as bobines do motor.
Para este trabalho usei luvas de borracha, um escovilhão de latão para remover a oxidação mais resistente e remoção de diversas tintas.
A escolha por este ácido foi feita na Net, com o ”titulo remover oxidações sem atacar os metais”. A compra de uma pequena quantidade de ácido oxálico em Portugal é de elevada dificuldade dado que só vendem em quantidades industrias (24Kg.) .
Depois desta fase foram tiradas as primeiras fotos

Fig.1

Fig. 2

Fig. 3
II
O motor
Comecei a montar o motor. Conforme investiguei é um motor de uma marca Francesa Bardon que se dedicava a fazer relógios e altifalantes entre 1920 e 1935 !!
O motor foi todo desmontado e pintado com a cor mais antiga, a preta . Não existiam escovas e os seus suportes não tinham contactos, as escovas são redondas e foram feitas, a partir de blocos de cravão retângulares, feitos á medida no torno .
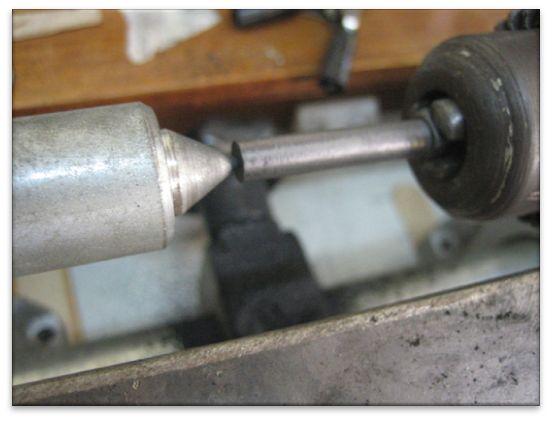
Fig.4
O motor rodou com normalmente até 115VAC ou 90VDC (sendo que em DC têm um binário maior), estes valores foram os limites antes de o motor começar a vibrar.
Embora exista uma indicção de 220V como funcionamento normal, não me atrevi a levar o motor a este extremo, pois existem folgas nos apoios do rotor.
Nota: O motor é equipado com dois copos de lubrificação , existe só um e este é representativo da sua época.


Fig 5 a,b
Aqui pode-se ver as etiquetas que indicam o seu fabricante e a suas caracteristivas:
-Tensão de 220V .
- HP 1/25
- t/m 2400 ( rpm)
III
O funcionamento
Esta máquina têm por base uma chapa de aço de 7mm em que assenta todos os componentes.
Para pôr em movimento existe um motor A com a escovas A1 eA2 , caso se queira inverter o sentido de rotação do motor a troca de polaridade da alimentação não resulta.
Seria necessário inverter a polaridade do rotor, em relação ao estator. O motor faz rodar o parafuso sem fim A3, este por sua vez desmultiplica para a roda dentada B, este aciona o veio em que está montado um excêntrico m e a roda dentada P.
O movimento da roda P é multiplicado ou desmultiplicado que passa através da roda dentada C para a roda dentada S. Como se pode ver na Fig 8, existe um conjunto alargado de rodas que permite diversos arranjos. A roda dentada C não é fixa o que permite ser ajustada aos diversos tamanhos das rodas P e S. A roda dentada S é solidaria a roda dentada D1 que engrena na D2 num angulo de 90º graus . As rodas dentadas P, S e D1 são movíveis desmontando as porcas f e g.
A roda D2 pode-se libertar do veio solidário da bobine e contador através de parafuson com a cabeça vermelha. As bobines a trabalhar encaixam na posição i. Existe vários acessórios para diversos tipos de bobines.
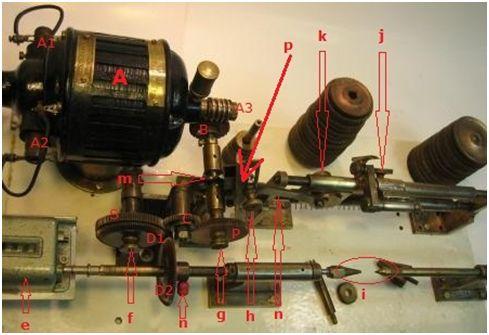
Fig.6
Do excêntrico m nasce o movimento de oscilante que move as peças h,p,n,k e j (estas duas ultimas k e j)são suportadas por dois veios fixos em duas peças em forma de L nos seus extremos ,
As peças moveis são tencionadas contra o excêntrico m por uma mola que regula a sua força. O excêntrico ao rodar força um rolamento da haste p que por sua vez movimenta uma barra n , a peça ke o braço de distribuição do fio .
A porca h permite variar a amplitude da haste p e consequentemente a largura da bobine, k compensa a inclinação da barra devido á regulação de h, e j ajusta aposição do braço distribuidor á posição da bobine
Todas estas peças poderão ser vista no processo de montagem.
IV
A montagem
Todas peças requereram muita limpeza, paciência, para libertar as partes calcinadas (especialmente os veios) porque na RadioLux a máquina foi colocada de parte num local húmido.
Como disse a base da máquina é uma chapa de aço bem pesada com 7mm de espessura que resistiu em libertar toda a ferrugem acumulada.
Todos os parafusos que fixavam as peças á base de aço foram substituídos, por novos parafusos M4 de latão, comprados na Casa dos Parafusos em Lisboa, as roscas da chapa de aço foram passadas com macho de 4mm.
Segue a sequência de montagem da máquina

Fig.7

Fig.8

Fig.9
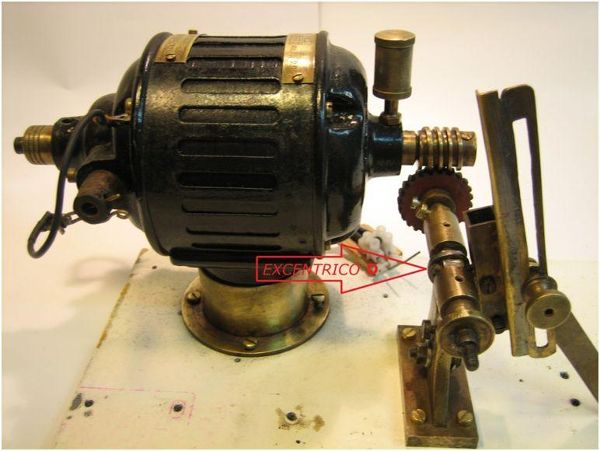
Fig.10

Fig.11

Fig.12

Fig.13

Fig.14
V
Os problemas
Concluída a montagem da máquina e ao começar a rodar o motor deparei logo com um problema.
A distribuição do fio não era uniforme, o excêntrico m que provoca o movimento de vai e vem do braço não era o correcto. O braço e respectivo distribuidor desloca-se irregularmente criando menores espaços entre espiras na meia metade da largura da bobine e maior espaço na restante, isto faz com que depressa a primeira metade da largura da bobine tenha muito fio e o restante pouco.
O braço deve-se deslocar de um lado para outro da largura da bobine mas de uma forma uniforme, talvez tenha sido este o motivo que levou a máquina a ser colocada de parte.
O que me levou a maquimar novos excêntricos, como explicarei mais á frente.
Depois do excêntrico montado, tive que realizar as seguintes operações :
- Manufaturei tensor do fio e seu suporte (não representado)
- Montei contador de rotações (adaptar )
- Manufaturei mola tensora do carro distribuidor de fio
- Alterei braço que recebe movimento do excêntrico
- Ajustei rolamento da haste .
- Uma limpeza e lubrificação das partes móveis
VI
As bobines de RF
Vou debruçar-me mais sobre as bobines de RF, algumas destas bobines especialmente as antigas têm um bobinado especial em ninho de abelha.
Deixo aqui o desafio a quem quiser tomar o assunto para acrescentar algo ou corrigir-me.
As bobines em ninho de abelha foi para mim um assunto antigo mas agora fui de novo confrontado com ele. Nas bobines de RF o fio de uma espira (selenoide) deve-se manter afastado do seu antecessor e posterior isto para minimizar as capacidades parasitas e assim aumentar o factor de qualidade Q (bobine altamente indutiva e com menor valor capacitivo e resistivo) daí o espaçamento entre espiras.
Outro procedimento é evitar o efeito pelicular dos condutores "skin" que consiste no acumular das cargas elétricas na sua periferia, este efeito é directamente proporcional com a frequência, esta particularidade diminui a secção útil do condutor aumentando assim a resistência e diminuindo o factor Q.
Para minimizar o efeito pelicular utiliza-se fio de Litz, este fio é composto por vários fios isolados entre si aumentando assim a superfície/periferia total do condutor, diminuindo a sua resistência e aumentando o factor Q
Existe duas formas de abordar a distribuição do fio na bobinagem em ninho de abelha, uma forma consiste movimento do braço/fio de forma sinusoidal ao longo da largura da bobine (ver Fig.15 linha vermelha) assim a relação do movimento do braço e da rotação do bobine não é uniforme mas em função do seno da angulo de rotação da bobine, sendo suave a 180º e 0/360º no momento de mudança de sentido do braço e mais rápido a 90º e 270º.
A outra forma consiste num movimento do braço/fio proporcional á rotação da bobine ou seja por cada grau de rotação da bobine corresponde sempre a determinados mm´s de deslocação do braço, provocando uma distribuição triangular do fio em toda a largura da bobine. (ver Fig.15 linha preta)
VII
Os Excêntricos
Do exposto requere assim dois tipos forma de excêntricos (responsável por transformar o movimento de rotação da bobine em oscilante do braço) o primeiro é de forma circular. O segundo em forma de coração. O primeiro provoca um movimento sinusoidal do fio sobre a bobine. E o segundo movimento triangular sobre o mesmo.
O que li na Net é que o segundo em forma de coração, seria o mais correcto e foi por aí que trabalhei os novos excêntrico, ao todo três. O 1º circular (excêntrico B) e com a possibilidade de variação de percurso com variação do centro, incorrecto o centro deverá ser fixo. O 2º (excêntrico C) em forma de coração mas grande de mais. O 3º (excêntrico D) também em forma de coração mas mais pequeno e foi com este que realizei a minha bobina , o tamanho do excêntrico tem a ver com a largura da bobine, no meu caso prático a bobine que pretendia fazer era menos de 4mm de largura por isso a necessidade do 3ª excêntrico D mais pequeno. Mas para este artigo irei utilizar a 2º(excêntrico C) para uma bobine mais larga, escusado será dizer que o trabalho para realizar os excêntricos foi feito manualmente, e com as medidas muito precisas em ferro e latão.
Para o dito trabalho de maquinagem dos excêntrico C e D recorri ao desenho vectorial tipo Autocad em tamanho grande e depois reduzido á escala necessária
O desenho foi feito com 12 círculos concêntricos cujas as circunferências são intercetadas a partir do centro por raios de 15º em 15º graus. Comecei no raio a 0º graus e na interceção do 5º circulo menor marquei um ponto , no raio seguinte de 15º graus marquei novo ponto na interceção do segundo circulo e assim sucessivamente até ao raio a 180º graus com o circulo maior. Aí inverti o sentido crescente de círculos e regressei ao raio 360/0º ao primeiro ponto do 5º circulo menor, unindo os diversos pontos com uma linha a preto criei e assim a forma do excêntrico.
Segue o desenho em causa
.
Fig 15
Os excêntricos podem-se ver na anterior Fig.9
A - O primitivo o centro do veio não é a correto nem a forma
B – O primeiro a ser feito redondo com variação do centro
C – O segundo a ser feito em forma de coração mas grande demais
D – O excêntrico final mais pequeno de forma idêntica a C
VIII
O tamanho do passo
Outra análise foi de saber como jogar com as diversas rodas dentadas existentes Fig 8, todas elas estão numeradas com o seu nº de dentes.
Das engrenagens existentes na máquina duas são facilmente movíveis. A roda primário P e a secundário S (ver Fig.12) , no meu entendimento foi o seguinte:
-Se montar nessas engrenagens duas rodas de 100 dentes em P e S então o fio sai do ponto A 0º (Fig 15e 16) da bobine passa para o outro lado da bobine para o ponto B a 180º e regressa ao mesmo ponto A, (linha em vermelho Fig.15)
Mas seu eu instalar uma roda de 100 dentes em P e outra de 90 dentes em S farei percurso semelhante mas agora poderei chegar adiantado, 18º ao ponto B` e 36º ao ponto A` (linha em verde Fig.15). sendo que ao fim de 9 espiras estarei de novo no mesmo ponto A de origem o com fio de Litz (nos testes utilizei uma linha de sapateiro!! mais resistente á tração e reutilizável já que fio de Litz é escasso),
Esta foi a minha abordagem teórica mas como tinha a maquina de novo disponível (Obrigado Zé) e cordel suficiente, porque não fazer uns ensaios .
Assim conclui:
1º A relação entre as rodas próximas de 100-»100 , 120-»60 ou 120-»40 resulta numa espira ou ½ e 1/3 por rotação respectivamente.
2º A relação entre as rodas não pode ser nº inteiro Exemplo. 100-»100 , 120-»60 ou 120-»40 o fio sobrepõem-se.
3º A roda P deve ser maior que S
4ºA relação entre rodas corresponde ao espaçamento das espiras.
4º Numa relação de P=100 e S=95 corresponde 18º graus
5º Numa relação de P=120 e S=117 corresponde ± 9º graus
6º Nas relações próximas de P=120 e S=40 a bobine fica mais estável
Deixo aqui o desafio para quem queira comentar outros arranjos das rodas dentadas.
VI
O ensaio de bobinagem
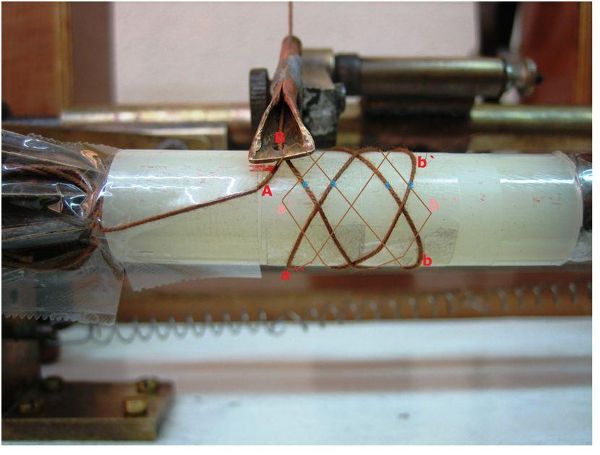
Fig. 16 P120 S90 - passo 1,33 4esp. -a´ 1esp. +120º -a´´ 2 esp.+ 240º -A 4 esp.

Fig. 17 - P120 –S90 30esp.

Fig.18 - P120 S112 100esp.

Fig.19 - P120 S112 300esp.

Fig. 20 - 100-90 10esp

Fig. 21 - P120-S80 10esp.

Fig. 22 - P120-S40 18esp.

Fig. 23 - P100-S50-100esp.

Fig. 24 - P114-S40-100esp.
Hernâni Capela em 25-04-2012
Agradézcalo al autor si Vd. encontró ayuda con la respuesta.
Gracias
Gracias por tan detallada información.
Agradézcalo al autor si Vd. encontró ayuda con la respuesta.