In Zahlentafel 2 sind die dielektrischen Verluste von Calit, Condensa und Tempa im Rundfunk- und Kurzwellenbereich sowie ihre Dielektrizitätskonstanten den entsprechenden Werten unserer wertvollsten Naturerzeugnisse und denen früher bevorzugter Hochfrequenz-Isolierstoffe gegenübergestellt. Dieser Vergleich läßt den erzielten Fortschritt klar erkennen.
Aus Calit lassen sich z. B. selbst in kleinen Mengen und bei schwierigster Formgebung Isolier-körper herstellen, die aus Quarz, Glimmer, Quarzgut, Mycalex oder Hartgummi überhaupt nicht und wegen der teuren Preßformen aus Kunststoffen nur bei sehr hoher Stückzahl wirtschaftlich herstellbar sind.
.gif)
Condensa und Tempa werden dagegen in Ausnützung ihrer hohen Dielektrizitätskonstanten fast ausschließlich als Dielektrikum von Hochfrequenz-Kondensatoren verwendet.
Kondensatoren aus den „hochkapazitiven" Condensa-Massen zeichnen sich hierbei durch hohe Kapazitätswerte bei kleinsten Abmessungen aus. Eine weitere Besonderheit ist, Zahlentafel 3, ihr negativer Temperaturkoeffizient. Diese Eigenschaft der Condensa-Massen ist gleichfalls von großer praktischer Bedeutung und hat es u. a. ermöglicht, ein völlig neuartiges Schaltelement der Hochfrequenztechnik, den von der Hescho entwickelten „Temperaturgang-Regler", auszubilden.
.gif)
Kondensatoren aus Tempa S sind neben ihrer vorerwähnten ungewöhnlichen Verlustarmut durch eine unübertroffene Temperaturkonstanz gekennzeichnet. Im Gebrauchsbereich sind, Zahlentafel 3, ihre Kapazitätsänderungen unter dem Einfluß der Temperatur so klein, daß man sie auch bei sehr hohen Anforderungen praktisch stets vernachlässigen kann. Kondensatoren aus Tempa S eignen sich daher namentlich auch als Kapazitätsnormale oder zum Einbau in besonders hochwertige Schwingungskreise.
Die ausgedehnte und vielseitige Verwendung von Calit, Condensa und Tempa ist außer durch ihre vorzüglichen Werkstoffeigenschaften sehr wesentlich durch bahnbrechende Fertigungsverfahren gefördert worden, die die Hescho ausgebildet und in den Herstellungsgang übernommen hat.
Ohne auf diese nachstehend behandelten Verfahren einzugehen, sind hier das Zwischenbearbeiten verglühter Stücke, das Erzielen höchster Maßgenauigkeit durch Nachbearbeiten fertiggebrannter Stücke sowie das unmittelbare, elektrisch verlustfreie Aufbrennen des Belages auf das Dielektrikum von Kondensatoren und des Leiters auf den Tragkörper von Spulen zu nennen. Das Aufbrennen eines Metallbelages wird auch hei keramischen Isolier- und Aufbauteilen angewandt und ermöglicht es, gegebenenfalls nach entsprechender Verstärkung des Belages, Anschlüsse oder Armaturen an derartige Werkstücke anzulöten und hierdurch ihre Verwendbarkeit weitgehend zu steigern. (siehe Empfängerchassis 1948. W.E.)
Weitere neuartige Fertigungsmöglichkeiten, die die Hescho auf Grund umfassender Forschungen betriebsreif durchgebildet hat, umfassen Verfahren zum vakuumdichten, mechanisch festen und temperaturwechselbeständigen Verschmelzen keramischer Körper mit Glas und Metall. Infolgedessen lassen sich die Hescho-Sondermassen, insbesondere Calit, heute auch in der Vakuum- und Röhrentechnik überall da verwenden, wo das wegen ihrer Glas überlegenen werkstofflichen und fertigungstechnischen Eigenschaften vorteilhaft ist.
Calit (Eingetragenes Warenzeichen)
Calit ist ein besonders reines, völlig eisenfreies Magnesiumsilikat, das in gebranntem Zustande weiße bis elfenbeinartige Färbung besitzt. Seine wichtigsten Werkstoffeigenschaften sind in Zahlentafel 1 zusammengefaßt, während Zahlentafel 2 seine dielektrischen Verluste denen der wichtigsten Isolierstoffe gegenüberstellt, die bisher für die fabrikationsmäßige Herstellung von Hochfrequenzgeräten verwendet werden mußten. Hiernach betragen die dielektrischen Verluste von Calit z. B. bei 300 kHz nur etwa 1/16, 1/25 und 1/50, bei 50.000 kHz nur etwa 1/17, 1/80 und 1/300 derjenigen von Hartgummi, Bakelit und Pertinax. Man kann daher die durch die lsolierstoffe verursachten Dämpfungsverluste, die den größten Teil der Energieverluste in Hochfrequenzgeräten ausmachen, durch Verwendung von Calit weitgehend verringern.
Dementsprechend werden durch Isolier- und Aufbauteile aus Calit bei Empfangsgeräten die Empfindlichkeit und die Trennschärfe gesteigert, während ihr Einbau in Sender den Wirkungsgrad erhöht und schädliche Erwärmungen verhindert.
Werkstücke aus Calit werden auf kaltem Wege in plastischem, mehr oder minder feuchtem Zustande durch Drehen, Gießen, Spritzen, Trocken- oder Feuchtpressen geformt.
Hierbei zeichnen sich namentlich die trocken gepreßten Stücke durch scharfe Umrisse aus. Eine Formgebung durch Trocken- oder Feuchtpressen kommt allerdings wegen der erforderlichen Stahlwerkzeuge nur bei größerer Stückzahl in Frage. Rohre und Vollstäbe werden gezogen, während Umdrehungskörper größerer Abmessungen gedreht und alle anderen Körper gegossen werden.
Läßt sich ein Körper sowohl auf die eine als auch auf die andere Weise herstellen, so sind für das Herstellverfahren der Preis und die Anforderungen ausschlaggebend, die an seine Maßhaltigkeit gestellt werden.
Die nach einem der vorgenannten Verfahren geformten Stücke werden an der Luft oder künstlich getrocknet und dann in Sonderöfen bei 1300....1400° C gebrannt. Erforderlichenfalls. z. B. wenn die Stücke einer Zwischenbearbeitung unterzogen werden sollen, wird der Brand in zwei Stufen vorgenommen, wobei dem vorerwähnten „Gar- oder Glattbrand" ein „Verglühbrand" (Vorbrennen) hei 800...900° C vorausgeht.
Im Verglühbrande wird aus den Werkstücken alle Feuchtigkeit und auch das Kristallwasser ausgetrieben. Damit sind die Trocken- und die Glühschwindung abgeschlossen, die sich vorher nur angenähert schätzen lassen. Weiter werden die Werkstücke durch den Verglühbrand verfestigt, was für ihre etwaige Zwischenbearbeitung gleichfalls erforderlich ist.
lm Glattbrande wird der rohe oder verglühte Scherben, der noch bei 900° C, porös ist, dicht gesintert. Die diese Sinterung bewirkende Schwindung läßt sich im Gegensatz zu der Schwindung im Glühbrande genau vorausbestimmen und beträgt, auf den rohen Zustand bezogen, etwa 10%.
Maßhaltigkeit
Bei Werkstücken aus Calit, die die übliche Größe nicht überschreiten und eine einfache Gestalt aufweisen, können ohne Nachbearbeiten im allgemeinen die folgenden Abmaße zugestanden werden:
± 3 % bei der Herstellung durch Drehen oder Gießen
± 1,5...2 % bei der Herstellung durch Feuchtpressen oder Spritzen (Strangpressen)
± 1 % bei der Herstellung durch Trockenpressen.
Zwischen- und Nacharbeiten
Für die kurzfristige Anfertigung von Mustern, die Fertigbearbeitung von Trockenpreßlingen sowie zum Erzielen höherer Genauigkeiten, als sie durch Gießen und Drehen erreichbar sind, werden weißtrockene oder verglühte Stücke einer Zwischenbearbeitung durch Bohren, Drehen, Fräsen, Gewindeschneiden oder dgl. unterzogen.
Eine den höchsten Ansprüchen genügende Genauigkeit erreicht man durch Nachbearbeiten der fertiggebrannten Stücke durch Schleifen und Polieren, wodurch sich bei Körpern geeigneter Formgebung Genauigkeiten von ±1/100 mm und selbst darüber erzielen lassen. Man kann daher hier mit Recht von einer „Präzisions-Keramik" sprechen, die den Forderungen des Austauschbaues entspricht.
Bei einfachem Plan- oder Zylinderschliff stellt sich ein derartiges Nachbearbeiten auf Sondermaschinen, wie sie die Hescho z. T. selbst entworfen hat, so billig, daß es auch für Massenerzeugnisse anwendbar ist. Andererseits werden aber auch Einzelstücke schwieriger Formgebung vielfach durch Schleifen nachbearbeitet.
Glasur
Werkstücke aus Calit sind als dichtgebrannte Körper auch ohne Glasur hochvakuumdicht und werden deshalb meistens unglasiert verwendet. Calit läßt sich jedoch ohne weiteres auch farblos, weiß oder farbig glasieren. Das Glasieren wird in der Regel in einem neuen Brande bei 800...900° C vorgenommen. Man erzielt hierdurch eine glänzende glatte Oberfläche, die z. B. erwünscht ist, wenn die Isolierkörper im Gebrauch starken Schmutz- oder Feuchtigkeitsniederschlägen ausgesetzt sind.
Fertigungstechnische Vorzüge
Für eine hochentwickelte Massenfertigung, wie sie in der Rundfunkindustrie üblich ist, sind nicht nur die mechanischen und elektrischen sondern auch die für die betriebliche Fertigung in Frage kommenden Eigenschaften eines Werkstoffes von größter Bedeutung.
Calit läßt sich sehr vielseitig verarbeiten, so daß es bereits hierdurch den nichtkeramischen, in Zahlentafel 2 aufgeführten Hochfrequenz-Isolierstoffen weit überlegen ist. Beispielsweise lassen sich die in Abb. 2 dargestellten Isolierkörper schwieriger Formgebung aus Quarz, Glimmer, Mycalex oder Hartgummi überhaupt nicht und aus Kunstharz nur bei sehr großer Stückzahl wirtschaftlich herstellen. Außerdem kann man bei Werkstücken aus Calit, abgesehen von dem bereits genannten Nachbearbeiten, auch durch Zusammenglasieren von Einzelteilen eine außerordentlich hohe Genauigkeit erreichen.

Durch Zusammenglasieren lassen sich z. B. Isolierkörper, die hinsichtlich des Einhaltens bestimmter Abstände oder der Stellung bestimmter Teile äußerst maßhaltig sein müssen, aus bereits fertiggebrannten Einzelkörpern herstellen, die in einem weiteren Brande (bei 800...900° C) mittels einer Schmelzglasur zu einem einzigen Werkstück vereinigt werden. Die Einzelkörper bleiben in diesem Schmelzbrande unverändert und man kann daher beim Zusammenglasieren die einzuhaltenden Abmessungen durch Lehren, Abstandhalter oder Schablonen genau festlegen. Hierdurch lassen sich in einfacher Weise alle Ungenauigkeiten ausgleichen, die die Einzelkörper als Folge der bei ihrem eigenen Fertigungsgange erlittenen Trocken- und Brennschwindung aufweisen.
Für den Aufbau von Hochfrequenzgeräten ist es weiter sehr vorteilhaft, daß man Calit mit Metallteilen in verschiedenster Weise zeitbeständig verbinden kann. Hierdurch erübrigt sich jede Verwendung von Kitten oder Klebmitteln, die im Hochfrequenzfeld starke Verluste verursachen.
Wegen seiner hohen mechanischen Festigkeit kann man Calit mit Metallarmaturen unmittelbar verschrauben oder vernieten oder in Ringe, Kappen u. dgl. kalt einpressen. Ferner lassen sich auf Calit, da es sehr hitzebeständig ist, Metallteile aufschrumpfen, ein Verfahren, das z.B. zur Befestigung der Rotorplatten von Drehkondensatoren auf Calitachsen vielfach verwendet wird.
Besonders hervorzuheben ist, Abb. 4, ein von der Kerb-Konus GmbH zusammen mit der Hescho ausgebildetes Verfahren zum Einstauchen von Gewindebolzen, Klemmen, Steckerstiften u. dgl. in Calitkörper. Hierbei werden die in das Werkstück hineinragenden Ansätze der Metallarmierungen zunächst elektrisch erweicht und erst dann eingestaucht. Bei dem Stauchvorgang wird daher jede stoßartige Beanspruchung vermieden, während das Schrumpfen der Ansätze beim Abkühlen dazu beiträgt, daß sie in dem Calitkörper völlig festsitzen.

Einen gänzlich neuen Weg hat die Hescho der Herstellung von Kondensatoren und Spulen durch das unmittelbare Aufbrennen des Belages auf das Dielektrikum bzw. des Leiters auf den Tragkörper erschlossen. Durch diese elektrisch verlustfreie Verbindung eines Edelmetallbelages (meistens Silber) mit einem formstarren und zeitlich unveränderlichen Dielektrikum oder Tragkörper erhält man Kondensatoren von einer bisher unerreichten Konstanz der Kapazitätswerte und Spulen mit unveränderlichen Induktivitätswerten.
Das Aufbrennen von Metallbelägen auf Calitkörper ermöglicht es ferner, Rundfink-Aufbauteile zu vereinfachen oder zweckmäßiger zu gestalten. So kann man häufig, wie Abb. 5 als Ausführungsbeispiel zeigt, das Verlegen von Leitungen und Anschlüssen durch Aufbrennen eines Belages ersetzen, der nötigenfalls galvanisch oder durch Bespritzen verstärkt wird, um Kontaktfedern, Anschlüsse oder sonstige Armierungen anlöten zu können. (siehe Empfänger mit Keramik-Chassis. W.E.)

Auch kann man auf diese Weise in Bohrungen oder Hohlräume von Calitkörpern selbst Metallteile großer Abmessungen einlöten und im weiteren Verlauf der Fertigung durch Bohren, Fräsen, Gewindeschneiden usw. bearbeiten. Derartige Isolierkörper vereinigen dann die Formstarrheit von Calit mit der durch nachträgliches Bearbeiten erzielbaren Genauigkeit von Metall. Bei einer größeren Zahl gleichartiger Lötungen kann man bei entsprechender Ausbildung des Calitkörpers die zeitraubenden Einzellötungen durch eine in einem Arbeitsgang durchführbare "TauchIötung“ ersetzen, wie dies z. B. aus Abb. 5 ersichtlich ist. (Vorläufer moderner Lötung auf Leiterplatten. W.E.)
Der Herstellung von Vakuumröhren hat Calit gleichfalls neuartige Möglichkeiten eröffnet, nachdem die Hescho die Aufgabe, keramische Isolierstoffe mechanisch fest, hochvakuumdicht und temperaturwechselbeständig mit Glas zu verschmelzen, einwandfrei gelöst hat. Man kann daher, vgl. z.B. Abb. 7, heute Calit oder andere keramische Sondermassen in der Vakuumtechnik überall dort verwenden, wo das. wegen ihrer Glas überlegenen Werkstoffeigenschaften oder ihrer vielseitigeren Verformbarkeit erwünscht ist. (Siehe auch Ergänzung am Ende des Beitrages!)

Die Ausführung von Keramik/Glas-Verschmelzungen erfolgt durch Erhitzen der Verbindungsstelle mittels der Gebläseflamme oder auf elektrischem Wege. Bei dem großen Unterschied in den Erweichungstemperaturen (Glas 500...900° C, keramische lsolierstoffe 1300 ... 1500° C) schmilzt hierbei das Glas auf den keramischen Teil auf, der seine Form unverändert beibehält.
Mit Glas als Zwischenmittel lassen sich auch, Abb. 8, massive Stromleiter gasdicht in keramische Hohlkörper, z.B. Röhrensockel, einschmelzen. Hierbei ist es für eine widerstandsfähige Verschmelzung zweckmäßig, die Metalloberfläche im Verhältnis zum Metallquerschnitt möglichst groß zu bemessen, wie dies bei den von der Hescho ausgebildeten „Metallhaut"-Durchführungen der Fall ist. Bei diesen Durchführungen ist ein Silberbelag hautartig auf einen keramischen Träger aufgebrannt, so daß er sich der Dehnung des Trägers elastisch anpaßt. Wegen ihrer guten Abkühlungsverhältnisse weisen Metallhaut-Durchführungen eine hohe elektrische Belastbarkeit auf, die insbesondere bei Hochfrequenz sehr günstig ist.
Ein drittes Verfahren ermöglicht es, hochvakuumdichte Keramik/Metall-Verschmelzungen auszuführen. Handelt es sich hierbei um das Verschmelzen von Calit mit Metallrohren, so wird das Metallrohr unter Vorspannung, z. B. durch Aufschrumpfen, auf den keramischen Körper aufgebracht, wodurch es zwangsläufig dessen Ausdechnungsverhalten folgt. Hierauf wird die Verbindungsstelle mit einem zu dem keramischen Körper passenden Glas überschmolzen, wodurch man eine mechanisch feste Verbindung erhält.
Calit im Empfängerbau
Solange der Empfängerbau auf organische lsolierstoffe mit hohen dielektrischen Verlusten angewiesen war, suchte man Isolierteile beim Aufbau der Schwingungskreise nach Möglichkeit zu vermeiden. Die unbedingt erforderlichen ordnete man dagegen so an, daß sie nurr schwachen Hochfrequenzfeldern ausgesetzt waren und die spannungführenden Teile in weitem Abstand hielten. Schwingungskreise dieses Aufbaues waren naturgemäß mechanisch nur wenig fest. Auch ließ ihre Unveränderlichkeit und Formstarrheit sehr zu wünschen übrig, da alle organischen lsolierstoffe im Laufe der Zeit altern und den Einwirkungen von Temperatur und Feuchtigkeit unterliegen. Das verlustarme, formstarre und zeitlich unveränderliche Calit hat daher den Aufbau von Schwingungskreisen grundlegend umgestaltet.
Hinzu kommt, daß man, eine hohe Trennschärfe, die man früher nur durch Vermehren der Abstimmkreise und den Einbau weiterer Röhrenstufen erzielen konnte, heute zweckmäßiger und wirtschaftlicher dadurch erreicht, daß man alle die Empfangsgüte beeinflussenden Isolier- und Aufbauteile aus Calit herstellt. Dies gilt namentlich, da die Dämpfungsverluste mit steigender Frequenz zunehmen, für Geräte, die neben einem Rundfunk- auch einen Kurzwellenteil besitzen. Hierbei ist es überaus wertvoll, daß Calit sehr preiswert ist und daher weitgehend auch in einfachen und billigen Geräten verwendet werden kann.
Für die Empfangsgüte eines Rundfunkempfängers ist .... ein geringer Verlustfaktor der aus Kondensatoren und Spulen bestehenden Abstimmungskreise ausschlaggebend.
Drehkondensatoren
Die Schwingungskreise guter Empfangsgeräte erhalten, da Luft nächst dem Hochvakuum der beste Isolator ist, durchweg Drehkondensatoren, deren Platten geneinander durch Luft isoliert sind. Der mechanisdie Zusammenhalt zwischen Stator und Rotor erfordert jedoch einen festen Isolierstoff.
Die hierdurch verursachten Dämpfungsverluste suchte man früher außschließlich von der konstruktiven Seite her dadurch zu verringern, daß man die durch den Isolierstoff verkörperte, parallel zu der Gesamtkapazität des Kondensators liegende Festkapazität möglichst klein hielt.

So wurde z.B. an dem in Abb. 14 dargestellten, ursprüglich mit einer Stirnplatte aus Pertinax isolierten Drehkondensator bei 2000 kHz ein Verlustfaktor von tg δ = 6*10-4 und nach dem Auswechseln dieser Stirnplatte gegen eine aus Calit ein Verlustfaktor von nur noch tg δ = 0,8*10-4 gemessen. Ohne jede konstruktive Änderung wurde also allein durch den hochwertigen keramischen Isolierstoff der Verlustfaktor dieses Kondensators auf rund 1/7 seines ursprünglichen Wertes heruntergesetzt.

Eine weitere werkstoffmäßige Verbesserung von Drehkondensatoren. erzielt man, wenn man nicht nur die für den Zusammenbau von Stator und Rotor benötigten Isolierteile, sondern auch, Abb. 15, die üblicherweise aus Metall bestehende Rotorwelle durch eine verlustarme Achse aus Calit ersetzt. Calitachsen, die verhältnismäßig sehr billig mit einem Abmaß bis zu nur ± 1/100 mm hergestellt werden, ermöglichen wegen ihrer unbedingten Formstarrheit einen Aufbau mit kleinerem Plattenabstand und kleineren Abmessungen. Hieraus ergeben sich weiter eine geringere Streuung und als Folge der Isolierung von Rotor und Stator vom Metallgehäuse vielseitigere Schaltmöglichkeiten. Bei Mehrfachkondensatoren wird überdies durch eine Calitachse eine vollständige Trennung und damit eine gleichfalls erwünschte elektrische Entkoppelung der einzelnen Systeme bewirkt.
Die Formstarrheit und Unveränderlichkeit von Drehkondensatoren kann man im übrigen noch dadurch steigern, daß man auch das Kondensatorgestell aus Calit herstellt und seine Oberfläche zwecks Abschirmung metallisiert. Schließlich kommen für besondere Fälle auch Stator- und Rotorplatte aus Calit mit unmittelbar aufgebrannten Metallbelägen in Frage. Ein solcher ganz und gar keramischer Kondensator bietet neben einer Formstarrheit und Unveränderlichkeit, wie sie auf anderem Wege nicht zu erreichen ist, den weiteren Vorteil, daß jedes akustische Mitschwingen fortfällt.
Wicklungsträger für Spulen
Bei Spulen spielt der lsolierstoff als Dielektrikum eine weniger große Rolle, weil er als Quelle von Dämpfungsverlusten nur entsprechend der Eigenkapazität der Spule, die klein gehalten werden kann, in Frage kommt. Im allgemeinen können daher diese Dämpfungsverluste gegenüber den in der Wicklung selbst liegenden Verlusten vernachlässigt werden.
Dagegen müssen die mechanische Festigkeit und die Formstarrheit des Wicklungsträgers hohen Anforderungen genügen, da sie die wichtigste Eigenschaft einer Spule - ihre Unveränderlichkeit - weitgehend beeinflussen.
Mit der Verbesserung der Empfängerspulen hinsichtlich der Wicklung, des Leiters und seiner Isolation sind daher auch die Anforderungen an den Wicklungsträger derart gewachsen, daß sie über die Werkstoffeigenschaften von Hartgummi oder Hartpapier, aus denen die Spulenträger früher hauptsächlich hergestellt wurden, erheblich hinausgehen und einwandfrei nur von hochwertigen keramischen Isolierstoffen erfüllt werden können.
Bei der hohen mechanischen Festigkeit von Calit wird z. B. selbst ein sehr dünnwandiger Wicklungsträger auch bei festem Aufwickeln des Leiters nicht verspannt. Derartige Calitkörper sind außerdem gegen Feuchtigkeit und Temperaturschwankungen unempfindlich sowie zeitlich unveränderlich, was insbesondere für Kurzwellen- und Ultrakurzwellen-Spulen sehr wichtig ist, da bei ihnen die geringste Formänderung bereits eine Änderung der lnduktivität und damit der Abstimmung bewirkt.
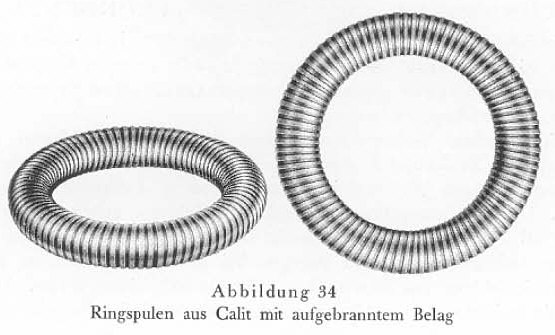
Aus Calit lassen sich überdies Wicklungsträger mit geschliffenen und polierten Zylinderflächen, hohen Rippen, Ansätzen und Ausladungen oder sonstiger schwieriger Formgebung auch in kleinen Mengen wirtschaftlich herstellen. Auf diese Calitkörper, Abb. 16, wird der Leiter entweder freitragend aufgewickelt oder als Scheibenwicklung in Einschnitten und Nuten verlegt.

Zu den Spulenkörpern können im Hinblick auf den isolierenden Tragkörper auch die Hochfrequenzdrosseln gerechnet werden, deren Wicklung zur Verringerung der Eigenkapazität im allgemeinen als Scheibenwicklung aufgebracht wird, während im übrigen für ihre Durchbildung die gleichen Gesichtspunkte wie für die vorstellend behandelten Abstimmspulen gelten.
Rundfunk-Kondensatoren
Hinsichtlich Aufbau und Formgebung sind umwälzend auch die festen und veränderbaren Kleinkondensatoren, die als Überbrückungs-, Kopplungs-, Gitter- oder Abstimmungs-Kondensatoren in den Schaltungen der Empfangsgeräte berötigt werden, durch die Hescho-Sondermassen Calit, Condensa und Tempa sowie durch das Aufbrennen des Belages auf das Dielektrikum verbessert worden. Über diese Kondensatoren ist an anderer Stelle bereits ausführlich berichtet worden.
(Es gibt Hescho-Druckschriften „Rundfunk-Festkondensatoren“ und "Rundfunk-Scheibentrimmer“. W.E.)
Aufbauteile, Halterungen
Dielektrische Verluste treten außer in den frequenzbestimmenden Elementen der Abstimmkreise auch im lsolierstoff aller Bauteile auf, die im Hochfrequenz- oder im Streufeld liegen. Wenn auch die Dämpfungsverluste derartiger Bauteile, wie z. B. Röhrensockel. Wellenschalter, Halterungen, Durchführungen, Grundplatten u. dgl., im einzelnen gering sind, so trifft das doch keineswegs für ihre Gesamtheit zu. Auch diese Bauteile werden daher heute im großen Umfange aus Calit hergestellt.

So zeigt z.B. Abb. 17 Sockel und Fassungen aus Calit für hochwertige Rundfunkröhren. Hierbei sieht man bei vielpoligen Röhren neuerdings auch von Sockelstiften ab, zwischen denen störende Kapazitätswirkungen auftreten würden, und verwendet an ihrer Stelle schmale Kontakte, deren Metallbeläge auf den Sockel aufgebrannt sind. Diese Kontakte werden gegen entsprechend ausgebildete Federn in den topfförmigen Fassungen gedrückt, wodurch ein unbedingt fester Sitz der Röhren bewirkt wird.

Bei neuzeitlichen Wellenbereich-Schaltern für Empfängerspulen, Abb. 18 und 19, werden zur Verringerung der dielekrischen Verluste alle hochfrequenzführenden Teile aus Calit hergestellt oder in Calit gelagert.
Auch bei Bandfiltern, die verhindern sollen, daß die Resonanzkurve die Seitenbänder beschneidet läßt sich durch Calit ein formstarrer und verlustarmer Zusammenbau erzielen.
Bild W.E.
Zu erwähnen sind schließlich noch Grundplatten, Klemmleisten, Durchführungen, Tüllen, Unterlegscheiben, Nippel, Isolierperlen u. dgl., die heute in einer fast unübersehbaren Mannigfaltigkeit aus Calit hergestellt werden.
Für den Senderbau und Hochfrequenz-Messgeräte gibt es ebenfalls zahlreiche Anwendungen aus Calit, auf die hier nicht eingegangen wird.
Es folgen noch einige Bilder von/mit typischen Hescho-Bauteilen.

Dazu aus der Hescho-Druckschrift „Temperaturgang-Regler“ 1938/39.
Mit dem Namen „Temperaturgang-Regler" bezeichnen wir ein von uns entwickeltes neuartiges Schaltelement zur Temperaturkompensation, das die gegenläufigen Temperaturkennwerte unserer keramischen Sondermassen Calit (TK: +140*10-6) und Condensa (TK: -720*10-6) ausnutzt.
Baut man daher einen Hescho-Temperaturgang-Regler als ganze oder Teilkapazität in einen Schwingungskreis ein, so läßt sich in bisher unerreicht einfacher Weise ohne Kapazitätsänderung der Temperaturgang dieses Kreises innerhalb des gegebenen Bereiches auf Null oder einen beliebigen Wert einstellen.
Seiner konstruktiven Durchbildung nach besteht ein Hescho-Temperaturgang-Regler aus einem Calitsockel mit genau plangeschliffener Oberseite und einer Rotorscheibe aus Calit mit genau plangeschliffener Unterseite.
In die Rotorscheibe, deren Drehbereich einen Winkel von rd. 150° umfaßt und durch Anschläge begrenzt ist, ist ein segmentförmiger Einsatz aus Condensa eingeschmolzen. Die Dicken des Calit- und des Condensa-Anteiles sind dabei so bemessen, daß sie sich wie ihre Dielektrizitätskonstanten verhalten.
Weiter ist auf die Oberseite des Sockels und auf die Oberseite der Rotorscheibe je ein Silberbelag aufgebrannt und hierdurch elektrisch verlustfrei und zeitlich unveränderlich mit seinem keramischen Träger verbunden. An diese Beläge sind zwei Stromzuführungen so angeschlossen, daß die eine durch eine kräftige Schraube mit dem Sockelbelag, die andere durch den Mittelbolzen mit dem Belag der Rotorscheibe verbunden ist.
Diesem Aufbau entsprechend beruht die Wirkung des Reglers darauf, daß seine Gesamtkapazität, die sich in jeder Stellung aus einem Anteil mit positivem und einem mit negativem Temperaturkennwert zusammensetzt, beim Drehen der Rotorscheibe unverändert bleibt. Hierbei ändern sich jedoch je nach der Stellung der Rotorscheibe die Anteile der Gesamtkapazität, die auf den Calit- bzw. den Condensa-Anteil entfallen.
Diese Änderung des Verhältnisses der Kapazitätsanteile bewirkt aber eine Änderung des Temperaturkennwertes des Reglers, und zwar derart, daß sein Temperaturkennwert von einem größten positiven Wert (etwa + 50 *10-6) - wenn der Belag der Calitscheibe über dem des Sockels steht - über Null bis zu einem größten negativen Wert (etwa - 500 *10-6) - wenn der Belag des Condensa-Anteiles über dem des Sockels steht - abnimmt. Hierbei ist die Änderung des Temperaturkennwertes mit dem Drehwinkel nahezu linear.
Der genaue Kapazitätswert wird für jeden Regler gesondert angegeben und auf ihn aufgestempelt.
Ergänzung (Dank eines Hinweises von Otmar Jung):
Im "Lehrbuch der Hochfrequenztechnik" von Fritz Vilbig; B.1, 4.Aufl., 1944, S.612 ist ein Hinweis mit Bild zu finden, dass bei Hescho auch "Stahlröhren" mit Calit-Sockelplatte und Calit-Haube (!) hergestellt wurden, zumindestens versuchsweise (?).
Abb. 766. Sockelplatte aus Calit mit fertig montiertem System und Haube aus Calit, die mit der
Sockelplatte vakuumdicht verschmolzen wird. (Werkaufnahme Hescho)
Der Text dazu:
Einen ähnlichen Aufbau wie die Telefunken-Stahlröhren zeigen die von der Firma Hescho entwickelten vollkeramischen Röhren (Abb. 766), die auch in würfelförmiger Ausführung und mit eingebrannten Kontaktbelägen statt der Kontaktstifte hergestellt werden.


.gif)




