Drehknöpfe selbst gefertigt (1)
Drehknöpfe selbst gefertigt (1)

|
Nachguss von Drehknöpfen und anderen Teilen. Dieses Thema wird in Herrn Erb's Buch RADIOS VON GESTERN ab Seite 308 ausführlich behandelt. Jeder Sammler hat mit dem Problem fehlender Knöpfe, Gehäuseteile, Embleme, Abdeckungen, Schriftzüge usw. zu kämpfen. Wer genug Geduld und Tatendrang aufbringt, ist gut beraten diese Arbeit zu versuchen. Als Arbeitsraum würde ich dazu nicht gerade einen Wohnraum wählen, die Geruchsbelästigung mancher der verwendeten Materialien ist intensiv und lang anhaltend. Einige davon sind feuergefährlich, giftig, ätzend und gesundheitsschädlich. Besondere Vorsicht und gute Belüftung ist unbedingt notwendig. Die Chemiker unter den Mitgliedern können sicher dazu etwas beitragen oder Alternativen aufzeigen. |
|
Die Gussform. Verschiedene Materialien zum Abformen werden im Fachhandel angeboten. Eines der besten aber auch am teuersten ist Silikonkautschuk. Er ist erhältlich in den Farben grau und rotbraun (hitzebeständig). Jeder ist gleichgut geeignet, er sollte nur möglichst dünnflüssig sein. Die Lagerfähigkeit ist leider beschränkt (ca. 1 Jahr). Der Kautschuk wird mit der nötigen Menge Vernetzer geliefert. Das Mischungsverhältnis ist genau einzuhalten. Die Verarbeitungstemperatur nicht unter 20°C. Aushärtezeit ca. 24 Stunden. Die Form ist nach der Aushärtung gummiartig, braucht nicht mit Trennmittel behandelt werden und kann nur mit einem Spezialkleber geklebt werden. Die Form ist nach jedem Guss zu reinigen. Sie kann bei sorgfältiger Behandlung jahrelang verwendet werden. |
|
Das Gussmaterial. Ich verwendete immer das preisgünstige Gießharz (Bastelpolyester). Das Harz ist glasklar mit einem gelblichen Stich, härtet bei richtigem Mischungsverhältnis mit dem beigegebenen Härter rasch aus und ist nicht sehr spröde. Die Lagerzeit bei kühlen Temperaturen mindestens 1-2 Jahre. Die Verarbeitungs- und Härtezeit ist temperaturabhängig, nicht unter 20°C verarbeiten. Großvolumige Gussstücke können beim Aushärten hohe Temperaturen erreichen, die sogar zu Rissbildungen führen kann. Zum Einfärben sind die im Farbenfachhandel erhältlichen Abtönfarben (dickflüssig) gut geeignet. Für satte Farben genügen ca. 10% Abtönfarbe auf die Gussmasse. Die wichtigsten Farben sind weiß, schwarz, braun, rot, gelb und blau, alle anderen Farben und Farbtöne können durch Mischung hergestellt werden. Wichtig zu wissen: das eingefärbte Harz verändert nach der Aushärtung den Farbton nicht! Eingefärbtes Harz kann in dicht verschlossenen Glas- oder Metallbehälter längere Zeit gelagert werden, natürlich ohne Härterzugabe. Für gewisse Anforderungen genügt zum Giessen auch Gips oder Keraflott = ergibt ein keramikartiges Material, härter als Gips, oder auch Gießholz. Siehe auch ***.selva.de |
|
Herstellung der Gussform. Am Beispiel eines VE- oder DKE-Drehknopfes der sehr einfach herzustellen ist, möchte ich die Vorgangsweise beschreiben. Aus steifem Karton wird ein Zylinder gefertigt: Durchmesser ca. 5cm und Höhe ca. 3cm, die Wandstärke der Form sollte nie unter 1cm liegen, bei größeren Formen eher mehr. Oder die Aussenwände werden gestützt (Holz, Metall). Siehe auch ***.radio-ghe.com/geographic-mod.htm Natürlich kann auch eine Form mit mehreren, auch unterschiedlichen Knöpfen hergestellt werden. Dieser Zylinder wird auf eine glatte Unterlage geklebt. Die Klebung muss dicht sein, damit später kein Silikonkautschuk ausfließen kann. Der Drehknopf der abgeformt werden soll muss von guter Qualität sein, sauber und makellos. Jeder Kratzer oder Fehler ist auch auf der Replik sichtbar. Das Loch der Wurmschraube wird mit Plastilin oder ähnlichem verschlossen. Der Knopf wird nun zentrisch in den Zylinder gelegt, mit der glatten Vorderseite nach oben. Er kann auch angeklebt werden, damit er nicht verrutscht. Jetzt wird die richtige Menge Silikonkautschuk gemischt. Die exakte Menge erhält man dadurch, dass man die Form (Zylinder) mit feinem Sand oder Gries füllt und diesen dann in einen Messbecher aus Glas oder Kunststoff, damit ist die richtige Menge gegeben. Diese Methode ist vor allem bei größeren Formen zu empfehlen, deren Menge sich nicht so leicht abschätzen lässt. In diesem Messbecher wird der Kautschuk gemischt, keine Angst der Becher kann später ganz leicht vom gehärteten Kautschuk gereinigt werden. Nun kann die Form gegossen werden, besser ist allerdings, wenn vorher mit einem Pinsel der Knopf mit Kautschuk bestrichen wird, Luftblasen werden damit verhindert. Die Form über Nacht aushärten lassen, mit einem Messer von der Unterlage trennen, den Knopf aus der Form entnehmen, die Form ist fertig für den Guss. Der Pinsel kann mit Aceton gereinigt werden, solange der Kautschuk noch flüssig ist. |
|
Zum Giessen. Die Form auf einen waagrechten Untergrund stellen und das abgemischte Harz in die Form gießen. Die Form ruhig mit einem "Gupf" versehen, das heißt mehr als eben voll füllen, das Harz zieht beim Aushärten etwas ein. Kleine Mengen von Harz werden am besten in Filmdosen aus Kunststoff zubereitet. Gehärtetes Harz lässt sich daraus auch wieder entfernen. |
|
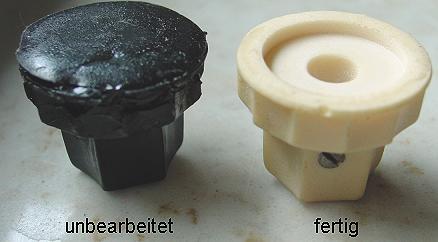
Nachbearbeitung. Der ausgehärtete Knopf wird der Form entnommen, manchmal fühlt sich die Oberfläche klebrig an, mit Aceton lässt sich das beheben. Wer eine Drehbank sein eigen nennt, tut sich jetzt leichter. Die 6mm-Bohrung für die Achse ist zu machen und die konvexe Wölbung der "Gupf" muss entfernt werden. Danach ist noch die Bohrung und das Gewinde für die Wurm(Maden)schraube zu machen. Die Stelle wo das Loch gekittet wurde ist deutlich zu sehen und hier wird auch gebohrt. Genau senkrecht, damit sie auf das 6mm-Loch treffen. Wenn Sie das Einfärben des Harzes vermeiden wollen, können Gussteile auch nachträglich mit beliebigen Lack gespritzt werden, vorher mit Aceton reinigen. Soll das Gussteil ein metallisches Aussehen erhalten, kann dies mit verschiedenen Metallpulvern erreicht werden. Die Oberflächenklebrigkeit ist hier erwünscht, also nicht mit Aceton reinigen. Das Einfärben des Harzes mit Metallpulver hat sich nicht bewährt, der Metalleffekt kommt nicht zur Geltung. Aber auch mit wasserfesten Filzstiften (gold, silber) kann gearbeitet werden. |
|




|
|




Das Bild "Lautsprechergitter" zeigt einen misslungenen Guss eines ca. 20x10cm großen Lautsprechergitters. Grund: Aus Sparsamkeitsgründen wurde die 2 teilige Form nicht aus Silikonkautschuk sondern mit dem harten Keraflott hergestellt. Trotz Trennmittel lässt sich der Guss nicht ohne Beschädigung aus der Form lösen.
Siehe auch: Schilder - Knöpfe - Rückwände - Skalen - Stoffe - Lautsprecher
Drehknöpfe selbst gefertigt (2)
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Unter Vakuum

Danke, Herr Heigl für den ausgezeichneten und aktuellen Artikel über das Giessen von Knöpfen und ähnlichen Teilen. Meine Beschreibung ist im Prinzip richtig, doch schon mehr als 15 Jahre alt. Darum finde ich es sehr gut, dass Sie moderne Bezugsquellen nennen - und hoffe, dass sich noch andere Personen zu den möglichen Verfahren und Mitteln dazu äussern. Das könnte durchaus ein Thema für "Texte" werden.
Heute sollten wir aber wohl wo immer möglich mit Vakuum arbeiten, um feine Blasenbildung zu vermeiden. Das können wir schon mit einer billigen Wasserstrahl-Vakuumpumpe erreichen plus Schlauch, einem kleinen Zwischenspeicher, um Rückfluss zu vermeiden und einer einfachen Vakuumglocke. Ich bin überzeugt, dass andere Mitglieder mit Vakuumeinrichtungen arbeiten, z.B. Herr Beitz, und hoffe, dass diese Praktiker etwas von ihrer Erfahrung hier mit einbringen. Auch möchte sich melden, wer gewisse Knöpfe auf Lager gefertigt hat. Zudem ist es erwünscht, dass solche Knöpfe - sofern von guter Qualität auch auf dem betreffenden Modell angeboten werden. Also da Post über das Modell.
Gefragt sind also weitere Bezugsquellen, Methoden und Leute, die für andere Knöpfe giessen, denn es ist nicht jedermann's Sache - und die mechanische Bearbeitung ist meist ebenfalls wichtig. Es gibt sehr grosse Unterschiede in der Qualität von solchen Teilen. Wir haben noch ein Mitgliede mit Erfahrung in der Tschechei, das sich hier hoffentlich auch noch melden wird.
Danke für die Initiative, Herr Heigl - und die schönen Bilder.
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Für Herrn Kühnl gepostet:
Angeregt durch den Bericht von Herrn Heigl, aber auch von Dr. Walz und Herrn K.H. Kratz, denen meine Knöpfe gefielen, möchte ich meine Erfolge/Misserfolge und die von mir gefundenen Ausgangsmaterialien allen Interessierten hiermit zur Verfügung stellen.
Ausgangspunkt waren die Beschreibungen auf Jogis-Internetseite. Ich besorgte mir das übliche und teure rote Silikonkautschuk und stellte mir eine Form für einen Knopf her.
Das Ergebnis liess sich sehen, war aber nicht ganz frei von dem einen und anderen Bläschen.
Übel waren hingegen die ersten Abgüsse. Kfz-Epoxydharz -das Allerletzte- nur unsaubere Resultate. Dieses Harz härtet viel zu schnell aus, von Details kann keine Rede sein. Dazu kam ungeheure Geruchsbelästigung, das kann auch bei geöffnetet Fenstern nicht gesund sein.
Ein im Bastelladen gekauftes Polyestergiesharz, welches langsam aushärtet, war schon sehr viel besser, stank aber ebenfalls sehr und wurde nicht immer hart. Anscheinend hat der Härter nur eine kurze Haltbarkeit, was beim Kauf oft nicht ersichtlich ist. Teilweise lässt sich über die Chargenummer in Erfahrung bringen, dass er schon überaltet ist. Härter gibt es bei diesem Material im Gegensatz zu Kfz-Giessharz meistens nicht einzeln. Und nicht jedes Polyestergiessharz arbeitet mit dem Härter eines anderen Herstellers. So bleibt dann teures Giessharz übrig.
Unterdruck-, Absauganlage habe ich keine, scheint auch nach Erfahrungen anderer Leidensgenossen nicht immer von Erfolg gekrönt zu sein. So hatte ich aufgrund von Reaktionen, die sich im Giessharz mit dem Härter bilden mal mehr, mal weniger viele Blasen oder der Knopf wurde gar nicht richtig fest.
Nun zum positiven Teil.
Nachdem mich Misserfolge fast zum Aufgeben bewegt hatten, probierte ich nochmals ein anderes Giessharz und auch eine billigere Silikonmasse zum Abformen. Vorweg aber einige Bilder von Knöpfen, wie sie ohne Nachbehandlung mittlerweile aus der Form kommen; bis auf das Einbringen von Ölkreide in die Gradeinteilung.


Damit der Negativabdruck schon fehlerfrei ist, gehe ich nach der Methode von Herrn Erb vor und bringe den Originalknopf am Boden einer Form an. I.d.R. mit dünnem doppelseitigem Klebeband in einem Plastikbecher mit glattem Boden.
Als Gussmasse kann natürlich Silikonkautschuk rot oder weiss für etwa 40 EUR /kg verwendet werden. Ich wurde jedoch fündig beim Künstlergrosshandel "boesner" und nehme dessen Silicolan NV von sculptare für 23,10 EUR /kg + Steuer. Dieser zwar grieselig aussehende Silikonkautschuk bildet mit dem ebenfalls dort erhältlichen Entlüfter so fein ab, dass jedes Kratzerchen sogar feinste Rillen von durch Schmutz fixierten Fingerabdrücken, mitabgebildet werden. Dieses nach Anleitung angerührte Material bringe ich zuerst in kleinen Portionen direkt auf den Knopf und massiere mit einem Holzspatel in die Rillen ein. Wenn dieser gut zugeschmiert ist fülle ich weiter auf und lasse aushärten. Danach schneide ich den Becher vorsichtig auf, entnehme die Form und lasse sie vor Weiterverarbeitung noch mindestens 1 bis 2 Tage ruhen.
Das Giessharz für die Abgüsse ist das für Modellbauer von Conrad-Elektronik angebotene:
Epoxydharz L 1 kg und der dazugehörige Härter L in 400 g Flasche.
Das Material ist klar und stinkt nicht. Vorallen Dingen entwickelt es keine Eigenreaktionen und damit keine/kaum Bläschen. Diese enstehen aber wenn ein Abtönmittel eingebracht wird in geringen Maße. Ich verwende bei schwarzen Knöpfen ein ebenfalls bei boesner erhältliches Pigment:Russverkollerungsprodukt von guardi 250 g für 3,40 EUR + Steuer.
Nach dem Einrühren von ca. 1 Teelöffel dieses Pulvers auf ca. 50 ml Giessharz, lasse ich dieses Gemisch 1-2 Tage stehen (dann sind die Bläschen ziemlich weg).
Nach dieser Frist wird der Härter im Verhältnis 100:45 (Harz/Härter) zugegeben, vorsichtig mit Holzspatel gut umgerührt und ein paar Minuten stehen lassen.
Mit einer Einmalspritze gebe ich von dieser Masse vorsichtig einen Teil, ohne die Spritze ganz auszudrücken (Blasen) in die Form und schwenke diese, sodass etwaig vorhandene Riffelungen schön benetzt werden. Stück für Stück wird wieder Masse aufgezogen und weiter aufgefüllt bis die Form randvoll ist. Nun wird ein Tag abgewartet, die Masse härtet langsam aus, was auch gut ist. Nach fühestens 24 Std. nehme ich den Knopf durch leichtes Drücken von allen Seiten aus der Form. Nun kommt der spannende Augenblick, ob sich nicht doch noch Bläschen manifestiert haben. Ansonsten sieht der Knopf exakt wie das Original aus. War das Original eher rauh und gräulich, sieht auch der Abguss so aus, war der Knopf aber glänzend und glatt, ist auch der Abdruck tiefschwarz und wie poliert. -Fantastisch-
Zum Einlegen in die Skala nehme ich dann Künstlerölkreide in den Farben blassorange, ocker oder hautfarben, je nach Original. Weiß sieht furchtbar und neu aus. Überschüsse mit Tuch abreiben.
Dann die üblichen Bohrungen und Gewinde für die Madenschraube.
Fertig.
Mfg
Roland Kühnl
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Knöpfe selber giessen

Guten Abend Herr Heigl
Die beiden von Ihnen und Herrn Kühnl hoch interessanten Beiträge zur Herstellung "Eigner Knöpfe" veranlassen mich, dies auch mal selbst zu probieren. Sicher haben Sie anfangs Ihr "Lehrgeld" zahlen müssen, sich dadurch aber grosse Erfahrung aneignen können. Da ich keinerlei Kenntnisse betr. flüssigem Silicon resp. Giessharze habe, meine Anfänger-Fragen dazu.
Muss irgend ein Trennmittel auf das Original-Teil aufgesprüht werden, bevor der Silicon-Abdruck gegossen wird? Wenn ja, welches? Wenn nicht, gibt es Schwierigkeiten betr. Verträglichkeit bei bestimmten Materialien? (Klebrigkeit, Anlösen von Farben usw.)
Ist das beschriebene Silicon-Material genügend elastisch um z.B. einen umgossenen Knopf (kompliziertere Form) heraus zu lösen?
Haben Sie beim Epoxiharz-Guss ev. Versuche gemacht, um kleine Bläschen in einem Ultraschallbad zu entfernen?
Wenn Sie mir (uns allen) einige weitere Tipps und Anregungen aus Ihrem Erfahrungsschatz geben würden, wäre ich Ihnen sehr dankbar.
Herzlich Grüsse, H. Odermatt
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Epoxid Knopf-Abgüsse

Zum Bläschenproblem bin ich schon von vielen Kollegen gefragt worden. Die Blasen entstehen meistens nicht durch eingeschlossene Luftblasen und lassen sich oft auch nicht mit aufwändigen Vakuumanlagen entfernen.
Die Ursache liegt in den verwendeten Harzen und Härtern. Diese Harze enthalten oft Lösemittel. beim Aushärten werden die Harze zum Teil sehr heiß und das Lösemittel fängt an zu kochen und bildet Dampfbläschen im Harz, die bei schnell aushärtenden Harzen nicht entweichen können.
Herr Heigl hat schon auf die richtige Wahl des Harzes hingewiesen. Folgende Maßnahmen sind zusätzlich empfehlenswert:
Um eine übermäßige Erwärmuung des Harzes zu vermeiden und auch die Schrumpfung beim Aushärten zu unterbinden sollte dem Harz ein Füllstoff zugegeben werden. Das kann Quarzmehl oder Bimsmehl ( bis zu ca. 50 %, abhängig von der Viskosität) sein, das im Baumarkt erhältlich ist. Die Knöpfe werden schwerer und dem Bakelit ähnlicher. Zudem schrumpft das Harz beim Aushärten nicht, was bessere Oberflächen ergibt. Denn wenn das Harz im zähflüssigen Zustand kurz vor der Aushärtung schrumpft, lößt sich der Knopf von der Form und es entstehen Flecken auf der Oberfläche.
Durch die Verdünnung des Harzes mit Füllstoff wird die Wärme verteilt und besser abgeleitet, was die Erhitzung und Blasenbildung in Grenzen hält.
Um Blasen in der Form zu vermeiden, empfiehlt es sich, die Form im Backofen auf ca. 50 °C zu erwärmen.
Das Siliconharz für die Formen ist mit fast allen Materialien kompatibel und ich hatte bisher keine Verträglichkeitsprobleme. Allzu poröse Materialien sollten leicht eingefettet werden.
Hinterschneidungen sollten vermieden werden. Die Form muß in solch einem Fall zweiteilig gegossen werden. Man bettet den Knopf in Knetgummi und gießt eine Seite ab. Nach dem Aushärten gießt man die andere Seite ab. Damit sich die Formenhälften nicht verbinden, gibt es Trennmittel für Siliconharze im Bastlerbedarf. Ich vermute, sie bestehen aus Vaseline.
Als Außenform für sollche Fälle verwende ich Pappröhren und nicht Kunststofftöpfe.
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Für Herrn Kühnl gepostet:
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.