Richtig Löten- Elektronik-Platinen oder Röhrenradios
Richtig Löten- Elektronik-Platinen oder Röhrenradios

Lötkolben, welcher?
Lötzinn
Hilfsmittel
Was kann gelötet werden.
Löttechnik
Löten ist ein wichtiges Verbindungs- und Befestigungsmittel in der Elektronik. Vom uralten Radio bis zur modernsten SMD-bestückten Platine, nirgendwo kann man auf Lötstellen verzichten. Schlechte Lötstellen sind häufig Ursachen von Störungen, die auch schwer aufzuspüren sind, weil der Fehler eher bei den Bauteilen als in der Lötverbindung gesucht wird. Daher ist es auch für den Bastler und Amateur wichtig, einwandfreie Lötungen herzustellen, damit der Eigenbau oder die Reparatur für lange Zeit funktioniert.
Lötkolben, welcher?
Erst muss die Frage geklärt werden, wozu der Lötkolben vorwiegend verwendet wird. In unserem Fall liegt die Anwendung hauptsächlich im Elektronikbereich. Für die alte Technik (Röhrenradios, Röhren-Verstärker usw.) sind leistungsschwache Lötkolben bis 30W weniger geeignet. Hier sollten schon Kolben mit einer Leistung von 40W bis 80W zum Einsatz kommen. Wenn nur an Printplatten gearbeitet wird, sind auch kleinere Leistungen ausreichend. Lötkolben werden entweder am Netz mit 230V betrieben, oder auch mit Kleinspannung von 6V bis 48V. Die kleinen Gaslötkolben sind für den Dauergebrauch ungeeignet, weil der Betrieb zu teuer kommt.
|
Die Lötpistole (Bild) mit einer Leistung ab 100W ist nur für schnelle und kurze Lötarbeiten interessant. Für Elektronikarbeiten wenig oder nicht geeignet. |
 |
| Dem Bastler und Amateur ist eine regelbare Lötstation zu empfehlen, besonders wenn oft und viel gelötet wird. Hier kann die Temperatur nach Bedarf gewählt werden, der eingebaute Temperaturfühler und die Regelelektronik sorgen für eine konstante Temperatur an der Lötspitze. Am Bild eine Lötstation mit Temperaturanzeige, Temperaturen können per Tastendruck eingestellt werden, daneben die Kolbenablage mit dem Reinigungsschwamm. |  |
| Lötspitze, das wichtigste Teil am Lötkolben. Verschiedene Spitzenformen sind erhältlich und können relativ einfach am Kolben getauscht werden. Moderne Lötspitzen sind noch immer aus Kupfer, jedoch mit einer Spezialbeschichtung (Eisen oder Nickel) versehen, um die Oxydation zu vermindern. Dadurch wird die Lebensdauer gegenüber reiner Kupferspitzen erheblich verlängert. Daher dürfen die beschichteten Spitzen nicht gefeilt oder geschliffen werden. | 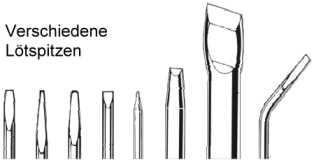 |
Lötzinn ist eine Legierung verschiedener Metalle. Die Metallzusammensetzung ergibt die Eigenschaften des Lötzinns, wie Schmelzpunkt und Festigkeit. Im Handel sind Stangenzinn, Lötdraht und pastenförmiges Lötzinn. Elektroniklot besteht z.B. aus 60% Zinn, 38% Blei und 2% Kupfer. Dieser „Lötdraht“ der in verschiedenen Stärken verfügbar ist, ist innen hohl und mit einem Flussmittel gefüllt, meist Kolophonium, ein Harz. Lötdrahtdicken zwischen 0,8 und 1,5mm sind üblich. Die Schmelztemperatur liegt bei 185°C. Die Kolbentemperatur sollte mindestens 220°C betragen. Meistens wird mit einer Arbeitstemperatur von ca. 350°C gearbeitet, damit der Lötvorgang in kurzer Zeit beendet werden kann. Jetzt wird für die Industrie bleifreies Lötzinn vorgeschrieben. Dieses ist in der Verarbeitung etwas schwieriger und hat einen höheren Schmelzpunkt.
Hilfsmittel
Um schöne und vor allem haltbare Lötstellen herzustellen, werden diverse Hilfsmittel eingesetzt. In früheren Zeiten waren die bekanntesten der Salmiakstein und das Lötwasser. Klingt harmlos, ist es aber nicht. Der Salmiakstein befreite die Kolbenspitze von der Oxydschicht, war aber für das Kupfer sehr schädlich. Das Lötwasser (Zinkchlorid), hergestellt aus Salzsäure und darin gelöstem Zink, reinigt die Lötstelle selbst und erleichtert das Löten. Die Folgen, wenn die Lötstelle nicht peinlichst von Lötwasserresten gereinigt wird, sind verheerend. Die Dämpfe, die sich beim Löten bilden, kondensieren in der Umgebung und beginnen über Monate und Jahre ihr Zerstörungswerk. Korrosion und Kontaktfehler das Ergebnis. Dies gilt auch für diverse Lötpasten, auch wenn sie als säurefrei propagiert werden.
| Allein der Löthonig der aus Kolophonium besteht, darf in der Elektronik bedenkenlos angewendet werden. Löthonig und Kolophonium gelten auch als Flussmittel, weil sie die Oberflächenspannung des Lotes verringern. |  |
Die beim Löten entstehenden Dämpfe sollten tunlichst nicht eingeatmet werden, sie können giftige Substanzen enthalten.
Manchmal oder sogar oft müssen Bauteile „ausgelötet“ werden. Wenn zum Beispiel ein IC (Integrierter Schaltkreis) mit mehreren Anschlussbeinen entlötet wird, ist es unumgänglich, möglichst viel Lötzinn zu entfernen, damit die Anschlussbeine frei werden und der Bauteil entnommen werden kann. Dazu braucht man die Entlötlitze oder eine Entlötpumpe.
| Die Entlötlitze besteht aus fein geflochtenen Kupferdrähten. Die Lötstelle und die Entlötlitze werden gleichzeitig erhitzt, das flüssige Lot wird durch die Kapillarwirkung des Geflechts aufgesaugt, das Bauteil kann entnommen werden. |
 |
|

Es gibt auch elektrisch betriebene Entlötstationen, auch kombiniert mit der Lötstation.
Was kann gelötet werden.
Beim Löten unterscheidet man Weichlöten und Hartlöten. Zum Weichlöten genügen Temperaturen unter 450°C. Hartlöten erfordert Temperaturen über 450°C und soll hier nicht zur Sprache kommen. Der Elektroniker wird hauptsächlich mit Kupfer, Messing, Stahl und allenfalls Aluminium konfrontiert. Kupfer und Messing bereiten beim Löten die geringsten Schwierigkeiten, wie auch Silber und Gold. Normaler Stahl ist nach gründlicher Reinigung und Einsatz von Flussmittel ebenfalls lötbar. Einige Stahllegierungen sind nicht lötbar. Widerstandsdrähte sind meist auch nicht lötbar und sollten auch nicht gelötet werden, weil bei starker Erwärmung das Lot schmilzt. Aluminium verlangt eine eigene Behandlung damit es lötbar wird. Gelötet kann nur werden, wenn die zu verlötenden Metalle blank sind. Wird auf Alu die Lötstelle blank gemacht, bildet sich in Sekunden in Verbindung mit Luft (Sauerstoff) eine neue Oxydschicht, die das Löten unmöglich macht. Wird jedoch die Luft während der Reinigung ferngehalten, kann keine Oxydschicht entstehen und Alu kann ganz gut gelötet werden. Vorgang: Auf die Alufläche wird reichlich sehr flüssiger Löthonig aufgetragen, angeblich funktioniert auch Öl. Dann mit einem scharfen Gegenstand oder auch Lötkolbenspitze die Lötstelle blank geschabt. Der Löthonig verhindert den Luftzutritt, anschliessend kann ganz normal gelötet werden.
Löttechnik
Löten ist wie jede andere handwerkliche Tätigkeit Übungssache. Einige grundsätzliche Regeln sollten immer beachtet und eingehalten werden, damit ein perfektes Ergebnis erzielt wird. Vieles wurde in den obigen Kapiteln schon vorweggenommen, jetzt geht es zum Kern der Sache.
|
Regel Nr.1: Die richtige Lötkolbenleistung und Löttemperatur. Werden grossflächige Stücke verlötet, ist auch eine grössere Leistung notwendig, weil die Lötstellen auf Schmelztemperatur des Lots gebracht werden müssen. Eine zu geringe Heizleistung kann teilweise durch Temperatur-erhöhung ausgeglichen werden. Bei zu geringer Temperatur entstehen „kalte Lötstellen“, sie erscheinen grau und rau, statt glatt und glänzend. Die Stabilität, Leitfähigkeit und Festigkeit ist dementsprechend schlecht. |
 |
| Regel Nr.2: Die Lötkolbenspitze muss sauber, frei von Zunder und gut verzinnt sein. Zunder kann mit einem leicht befeuchteten Schwamm oder auch Tuch entfernt werden. Ein kleiner Zinntropfen sollte immer an der Lötspitze hängen. Dieser erleichtert den Wärmeübergang zur Lötstelle, der Lötvorgang wird dadurch beschleunigt. |  |
Regel Nr.3: In der Elektronik kein Lötwasser, Lötfett oder sonstige säurehältige Hilfsmittel verwenden. Nur gutes Elektroniklot mit unbedenklichem Flussmitteleinschluss ist erlaubt. Ist zusätzlich Flussmittel notwendig, Kolophonium oder Löthonig verwenden.
Regel Nr.4: Die zu verlötenden Teile oder Drähte sollten vor dem Zusammenlöten verzinnt werden. Dies verkürzt den nachfolgenden Lötvorgang und verhindert Hitzeschäden an empfindlichen Bauteilen.
Regel Nr.5: Beide zu verlötenden Teile müssen gleichzeitig erhitzt werden. Das Lötzinn nicht auf der Kolbenspitze schmelzen, sondern auf der Lötstelle. Nur so wird das im Lötdraht eingeschlossene Flussmittel wirksam. Auf der Kolbenspitze würde es nutzlos verdampfen.
Regel Nr.6: Während des Abkühlens darf die Lötstelle nicht bewegt werden, weil dies wieder kalte Lötstellen zur Folge hätte.
Halbleiter und hitzeempfindliche Bauteile: Der Lötvorgang sollte so kurz wie möglich sein. Anschlussdrähte (Transistoren) etwas länger belassen um Schäden zu verhindern. Integrierte Schaltkreise wenn möglich nur mit Fassung verwenden. Dies erleichtert auch den Tausch, wenn erforderlich.
HF-Litze: Ein besonderes Kapitel in der Funktechnik. Alte HF-Litzen erfordern eine besondere Prozedur um jede einzelne Litze verlöten zu können. Ein Tipp aus alter Zeit: Litzenende in eine nicht russende Flamme halten, dann in Spiritus abschrecken. Die Isolierreste können nun leicht entfernt werden, anschliessend gewissenhaft verzinnen. Später wurden HF-Litzen entwickelt deren Isolation mit der Lötkolbenhitze entfernt werden kann.
Cu-beschichtete Printplatten: Hier kann es ganz eng zugehen. Lötpunkt kann an Lötpunkt liegen, die Abstände im Millimeterbereich. Empfohlen wird hier eine Lötspitze in Bleistiftform.
| Bauteile mit Anschlussdrähten womöglich mit Biegelehre in die richtige Position bringen und ungekürzt in die Printbohrungen einführen. Zum besseren Halt auf der Rückseite (Cu-Seite) die Drähte etwas auseinander biegen. Mehrere Bauteile bestücken und dann erst verlöten. |  |
Lötzinn eher sparsam verwenden, damit zwischen den Lötpunkten keine Lötzinnbrücken entstehen. Ungewollte Lötzinnbrücken mittels Entlötlitze oder Entlötpumpe entfernen. Erst jetzt dürfen die überstehenden Drähte gekürzt werden.
SMD-Bauteile: Winzige Elektronikbauteile deren Ausmasse oft unter 1mm liegen. Vom Amateur sehr schwierig zu verarbeiten. Gute Augen, eine grosse Portion Fingerspitzengefühl und Geduld wird gefordert. Am Besten man lässt die Finger davon.
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Historisches Löten

Gerhard Heigl hatte mir in seinem Entwurf auch noch etwas über die Geschichte gezeigt. Die wollte ich aber gerne in einem weiteren Post sehen, um den interessanten Anfang nicht zu belasten. Vielleicht bringt er das mal später. Hier jedenfalls hatte ich per Zufall (Bild bei Google) einen Thread über dieses Thema: "Wir bauen einen elektrischen Lötkolben" aus alter Zeit gefunden. Sie können sich vorstellen, dass man damit keine Platinen lötete ... oder gar SMDs.
Zum Thema "Richtig löten" hatte ich schon vor bald einem Jahr angeregt, Mark Hippenstiel hatte das dann auch vorgestellt, doch ist das Thema dort "versandet", alos habe ich beide Threads nun gegenseitig verlinkt. Google hat mit der Suche nach dem Doppelwort richtig löten noch immer den alten Thread bevorzugt ... Vielleicht weil sich 7 Personen damit befassten ;-) Jedenfalls erfahren wir damit auch etwas über Silberlot, bleifreies Lot und weitere Löttechniken. Mir scheint vor allem der Philips-Experimentierkasten LE1350 "lerne löten" interessant zu sein. Nur mit Erlaubnis von Philips sollten wir das PDF hier veröffentlichen, doch wenn jemand den Experimentierkasten hat, wäre das Anlegen als Modell schon richtig. Man könnte dazu auch das abgelaufene eBay Angebot vom wk-verlag, nr. 120524368635 verwenden. Der Baukasten LE 1350 wurde 1980 durch Philips vorgestellt und später von Schuco übernommen. Schade, dass wir keinen aktiven Spezialisten für Lernbaukästen von Philips haben ...
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Richtig Löten.
Mit großem Interesse habe ich die hervorragenden Hinweise und Tipps zum Löten gelesen.
Ich bin überzeugt, dass jüngere Mitglieder oder Leser, deren Beruf oder ihre Ausbildung nicht im Radiobereich und Funktechnikbereich erfolgte, hier beste Anregungen für gute Ergebnisse erhalten.
Auch die Zahl der kalten Lötstellen wird sicher signifikant verringert.
Wesentlich erscheint mir der Hinweis auf die richtige Temperatur und das passende Lötgerät.
Mich iritiert ein wenig der Umgang mit dem bleifreien Lot.
Mir ist nicht ganz klar, wer soll vor wem geschützt werden?
In nicht elektronischen Geräten oder bei mechanischen Anwendungen verwende ich noch gerne das gute alte Lötfett.
Mit freundlichen Grüßen J. E.
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.
Richtig Löten - Kolophoniumlösung

Seit 50 Jahren verwende ich ein Flußmittel, das damals im "Mechanikus" beschrieben wurde und vielleicht nicht allen bekannt ist.
Man füllt ein kleines Fläschchen - ich nehme dafür ein leeres Arzneimittelfläschchen mit Gummipipette im Schraubverschluß - mit Kolophonium aus der Drogerie, das man in gefaltetem Papier mit dem Hammer (Druck genügt) zerkleinert, damit es durch den Flaschenhals passt. Dann schüttet man Brennspiritus dazu, worin sich das Kolophonium schnell auflöst.
Mit der Pipette lässt sich die dünnflüssige Lösung sehr einfach und sparsam an die gereinigte Lötstelle bringen, und man kann darauf verzichten, das Lötzinn (Draht mit Flussmittelseele) gleichzeitig mit dem heißen Kolben an die Lötstelle zu halten: ein Tropfen am Kolben genügt!
So erspart man sich die "dritte" Hand. Bei Eisen wirkt das Mittel nicht oder schlecht. In der Hoffnung, nicht "Eulen nach Athen getragen" zu haben
A. Horstmann
Für diesen Post bedanken, weil hilfreich und/oder fachlich fundiert.